
 @argusx_chat
@argusx_chat Дым в лазерной машине
( ._.) ПОЗНАВАТЕЛЬНЫЙ
ПОЗНАВАТЕЛЬНЫЙ ![]()
Дым в лазерной машине
Введение Чем опасен дым Что попадает в воздух Как поймать дым Фильтры для лазераКогда лазер наносит дату изготовления на бутылку воды, когда монтажник паяет плату, станок шлифует деревянную ножку стула или принтер печатает рекламную вывеску, выделяются вредные вещества. Это результат воздействия на материал. Лазерная обработка – воздействие высокой температуры. Лазер генерирует продукты сгорания и химических реакций. Материал, с которым вы работаете может быть безопасен сам по себе. Но после лазера становится опасным.
Если вы используете лазерный гравер, резчик, лазерную сварку или лазерную маркировку, эта статья будет вам полезна. Все предприятия: большие, малые или ИП обязаны создают безопасные условия труда для работников. Это требование норм СанПин (Санитарно-эпидемиологические требования к организациям).
Каждый профессионал знает, как организовать правильное освещение, температуру воздуха, шумность у себя на работе. Но важность чистоты воздуха иногда недооценивают, особенно, если дыма не видно или не чувствуется резкий запах. Загрязнение воздуха опасно как раз тем, что накопительно влияет на здоровье человека. Последствия длительного воздействия вредной среды на здоровье могут стать серьезны.
Наверняка вы напали на этот текст потому, что узнали, что для лазера есть дымоуловители. Это небольшие шкафчики с фильтрами и встроенной вытяжкой. Как они работают? Почему просто не выкинуть трубу в окно? Как от лазерного гравера сгорела вентиляция? Обо всем этом далее.
Чем опасен дым для человека?
Сначала про вредную пыль. Загрязняющие воздух вещества выделаются в виде твердых частичек разных форм и размеров. И есть опасные формы. Влияние на здоровье варьируется от головных болей, раздражения глаз и проблем с кожей до повреждения дыхательных путей, профессиональной астмы, повреждения центральной нервной системы и рака.
По данным Всемирной Организации Здравоохранения
235 млн.
человек во всем мире страдают от астмы. 15% случаев связаны с воздействием производственных факторов.
65 млн.
имеют диагноз Хроническая Обструктивная Болезнь легких (ХОБЛ). 15% — 20% случаев связаны с производственными факторами
39 тыс.
Смертей в результате воздействия вредной производственной пыли и испарений было зарегистрировано в Европе на 2000 г.
15% у мужчин 5% у женщин
случаев рака обусловлены вредными производственными факторами.
По мнению ВОЗ в странах с низким и средним уровнем доходов нет точной статистики о заболеваниях на предприятиях.
Запыленность и загрязнения воздуха химическими веществами – это главная причина респираторных заболеваний на производстве. Шестерка самых распространенных заболеваний: асбестоз, силикоз, ХОБЛ, астма, эмфизема и рак легких. Ниже приведены несколько ссылок на исследования и документы на эту тему.
Микронная пыль не видна невооруженным глазом. Вспомните как луч света пробивается через занавески в темную комнату. Выглядит как легкая дымка. Это бытовая пыль микронных размеров, она обычно не опасна. Но представьте, что эта дымка состоит из острых частичек металла. Никому не хочется дышать такой металлической дымкой. Лазер производит больше такой микронной пыли, чем видимого дыма.
- ВОЗ Хронические респираторные заболевания
- КЛИНСКИЙ ИНСТИТУТ ОХРАНЫ И УСЛОВИЙ ТРУДА Запыленность производственной среды
- ГН 2.2.5.3532-18 «Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны»
- Профессиональные заболевания легких
- Роспотребнадзор об охране производственной среды
Имеет значение размер пыли
Пыль
Частицы размером больше 50мкм не вдыхаются. А частички меньше 0.5мкм вдыхаются и выдыхаются обратно, не причиняя вреда. Проблемы создает пыль размерам от 5 до 10мкм, она оседает в носу и дыхательных путях. И организм избавится от нее с кашлем и насморком. Частицы 0.5 - 5микрон остаются в легких и накапливаются там.

Наночастицы
Это не просто модное слово. К ним относятся образования размером 1-100 нм. Считается, что такие частицы попадают через легкие и кровоток в мозг и мембраны мозга. Нет механизмов выброса этих частиц оттуда. Наличие таких частиц в мозге связано с дегенеративными заболеваниями мозга.
Волокна
Пыль в виде волокон особенно опасна. Она остается в бронхах и легких дольше обычной пыли и причиняет больше вреда. Пыль от асбеста или опила акрила вытянутая. Поэтому асбест запрещен, а мастера маникюра работают в защитной маске.
Во время работы лазера выделяется гораздо больше опасных частиц и волокон 1 - 5мкм, чем при плазменной резке, сварке или пайке.
Что попадает в воздух от лазера?
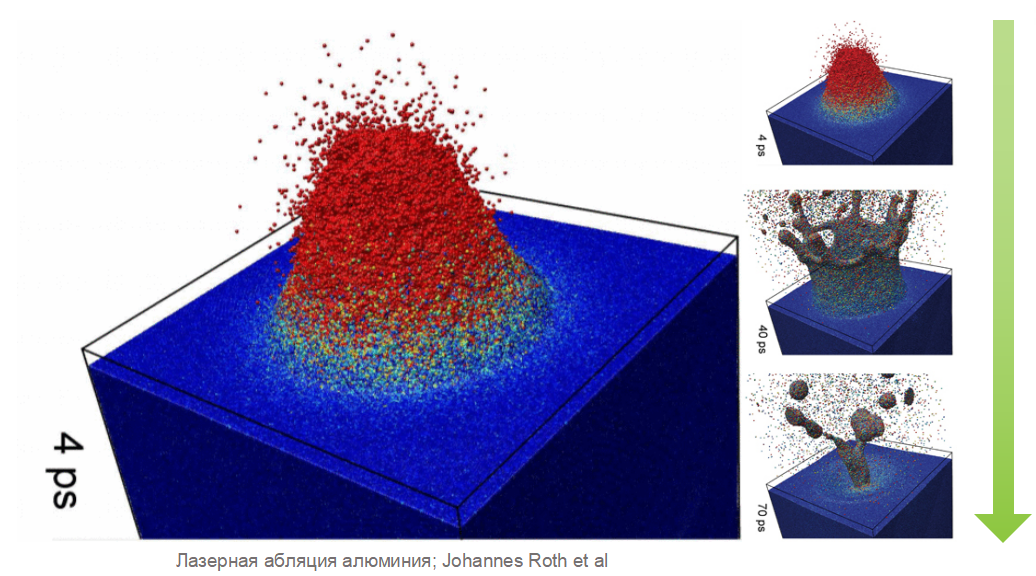
Лазеры – удобный инструмент для резки, сварки, маркировки, гравировки. Чаще лазеры работают с металлами. Догоняют пластик, дерево и бумага. При работе с лазера выделяется особая форма дыма. Лазер термически разлагает вещества подложки, с поверхности выделяются частички самого материала, дым, оксиды и другие химические производные во всех агрегатных состояниях. Этот процесс называют лазерной абляцией.
Чем мощнее лазер, тем более сложнее соединения летят в стороны от микроскопических взрывов. А расстояния, на которые разлетаются частицы, становятся больше. Поэтому для мощных волоконных лазеров нужны основательные вытяжки со сложными фильтрами.
Большая часть дыма от металла или стекла состоит из твердых частиц размером менее 1мкм. Вот примеры производных от лазерной гравировки:
Лазер генерирует много пыли. Она вредит не только человеку, но и самому лазеру. Пыль заслоняет луч лазера и снижает точность работы.
|
Подложка |
Загрязнители |
Другие существенные выбросы |
|
Нержавейка |
Частицы железа и оксидов |
Легирующие присадки, хром. |
|
Дерево, МДФ, Фанера |
Частицы дерева, углеродная сажа, пары смол |
CO2, CO если было мало кислорода |
|
Алюминий |
Частицы алюминия и оксидов |
Возможно взрывоопасные частицы |
|
Титан |
Частицы титана и оксидов |
Возможно взрывоопасные частицы |
|
Бериллиевая медь |
Пары CuBe, токсичные |
|
|
Бумага |
Частицы целлюлозы и углеодная сажа |
|
Что попадает в воздух от полимеров?
Температуры в точке работы лазера настолько высокие, что там образуются неожиданные соединения. Особенно это касается пластиков, которые имеют органическое происхождение. Пластики сгорают и образуют летучие органические соединения. Эти вещества могут вредны для человека. В таблице ниже приведены продукты разложения некоторых пластиков. Обратите внимание на то, что в некоторых строчках присутствует бензол. Бензол вызывает рак.
Если вы собираетесь работать с полимерами, определитесь с какими именно. В таблице выше полиамид производит 96% пыли и только 4% газов и аэрозолей. А метилакрилат при нагреве выделят только 30% твердых веществ. Зато остальные – химически активные газы. Забегая вперед, для акрила не нужны большие пылевые фильтры, но нужны химические. А для нейлона газовый фильтр может быть маленьким.

Фильтры для дымоуловителя выбирают исходя из того, что будет резать лазер. Для некоторых материалов не обязателен большой фильтр для пыли.
|
Подложка |
Основные загрязнители |
Другие существенные выбросы |
|
Поликарбонат (PC) |
Респираторная пыль (87%) Крезол (11%) |
Фенол, бензол |
|
Полиамид (PA) |
Респираторная пыль (96%) Метаналь (2%) |
1,3-Бутадиен, ПАУ, пропеналь, бензол |
|
Полипропилен/Полиэтилен (PP/PE) |
Респираторная пыль (99%) |
1,3-Бутадиен, пропеналь, бензол |
|
Поливинилхлорид (PVC) |
Респираторная пыль (88%) Соляная кислота (7%) |
Бензол, метаналь, ПАУ , фосген |
|
Резина (SBR, искусственная) |
Респираторная пыль (89%) 1,3-Бутадиен (2%) |
Стирол, ПАУ, пропеналь, бензол |
|
Полиэстер(PE) |
Респираторная пыль (99%) |
Бензол, толуол, этилбензол |
|
Полистирол (PS) |
Респираторная пыль (91%) Стирол (7%) |
Бензол, толуол, толуен |
|
Полиуретан (PU) |
Респираторная пыль (99%) |
Бензол, толуол |
|
Полиметилакрилат (PMMA) |
Респираторная пыль (30%) Полициклические ароматические углеводороды (37%) |
Метилметакрилат, бензол, этилакрилат |
Лазер и ПВХ
Поливинилхлорид содержит хлор. Потому что он хлорид. Когда ПВХ сгорает на воздухе, образуется хлорная или соляная кислота. Вдыхать пары и аэрозоли HCl опасно для здоровья. Поэтому в лазерной машине резки ПВХ как минимум нужна вытяжка, помещение должно проветриваться.
Кислота опасна не только для человека. Лазерный гравер производит из ПВХ достаточно кислоты, чтобы повредить собственные механизмы. Металлические части коррозируют, стеклянные мутнеют, пластики разлагаются. Вытяжка нужна не только для человека, но и для самого лазера.
Мало быстро отвести пары этой кислоты. Нужно их правильно отфильтровать. Дымоуловители для работы с ПВХ – особые устройства. Они покрыты специальной эпоксидной краской внутри и снаружи, чтобы не ржаветь. Механические фильтры для пыли устойчивы к кислотам. А уголь в газовом фильтре подобрали специально для соляной кислоты. Дымоуловитель может быть оснащен специальным датчиком соляной кислоты на выходе. Датчик предупредит о том, что фильтры перестали работать правильно.
Когда лазер плавит, а не жжет
Лазер – универсальный инструмент. Он может плавить пластик или металл. Эта операция используется при лазерной сварке, в 3D принтерах с порошковыми металлами или при сварке пластика. Пыль от лазерной сварки почти не видна, а запах не такой резкий, как от гравировки. Но при плавке металлических сплавов с легирующими добавками образуются опасные пары. Например, при плавке нержавеющей стали, выделяются опасные пары с хромом.
Если вы плавите пластик в 3D принтере, не только лазером, в воздух попадают наночастички. Они плохо изучены. Зато хорошо изучен аналог - наноскопическая сажа от дизельных двигателей. Эти невидимые углеродистые соединения в конечном счете вызывают болезнь Альцгеймера.
Дымоуловители так же фильтруют и наночастицы. Обычный дымоуловитель для лазера справится с плавкой металлов и пластиков. 3D принтерам для пластика
Как поймать дым в трубу?
Допустим, вы решили установить вытяжку. Не важно какая она, с фильтрами или просто вытяжка в форточку. Сначала придется подумать, как организовать поимку дыма в дымоприемник. Дымоприемником компания BOFA называет конструкцию, в которую будет уходить загрязненный воздух.
Закрытый лазерный гравер
Если ваш гравер закрытый, то все просто. У гравера предусмотрен выход для вытяжки. Подсоедините к дымоуловителю и готово. В паспорте гравера рекомендуют производительность вытяжки, выбирайте дымоуловитель по производительности.
Короб
Простейший дымоприемник – это круглый воздуховод, труба. Но инженеры вытяжек для лазерной машины советуют начать со сложной закрытой коробки. Такой короб нарисован ниже:
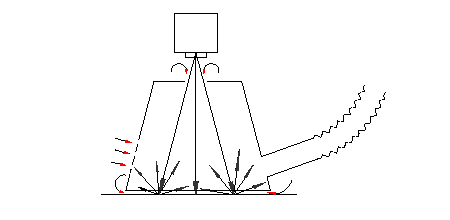
Короб закрывает зону работы лазера со всех сторон. Дым не сбежит из такого короба, так как отверстий для притока воздуха мало. Загрязненный воздух откачивается вытяжкой через обычный круглый воздуховод. Откачивать нужно сравнительно немного. То есть не потребуется вытяжка с большой производительностью. Для типичного лазерного гравера нужно будет всего около 80-100 м³/час или даже меньше.
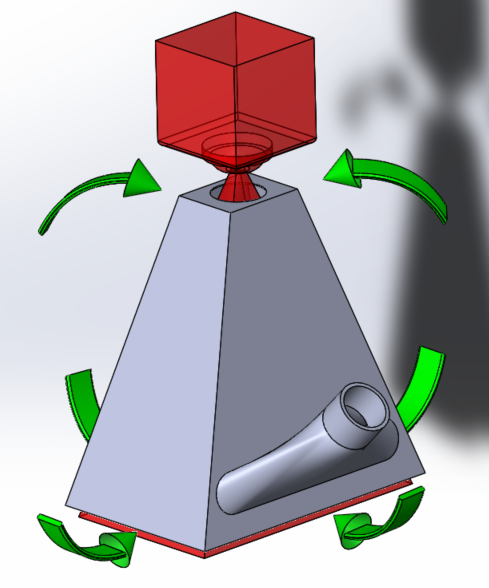
Гибрид
Рассмотрим сложный случай. Например, вы наносите код на бутылки с водой, пролетающие мимо лазера по конвейеру со скоростью 700 штук в минуту. Бутылки летят быстро, а с ними летит и воздух. Ветер уносит за собой загрязнения, и дым поймать трудно. Но можно сделать короб с дополнительным узким круглым дымоприемником внутри.

Гибридный дымоприемник – самый эффективный. Его устанавливают там, где сильный ветер от движущихся объектов и волоконный лазер.
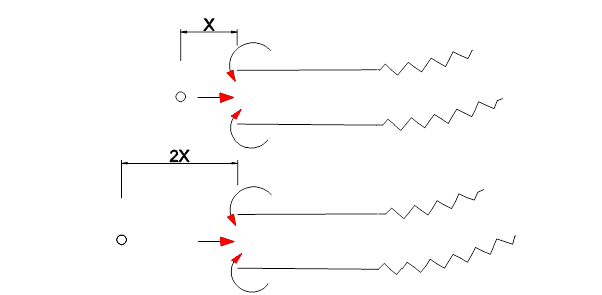
Простой дымоприемник
Воздуховод с косым срезом размещают вплотную к источнику дыма. Тогда он работает эффективно. Чем ближе установлен дымоприемник, тем больше загрязнений он поймает. Когда есть движение воздуха в точке работы лазера, дымоприемник ставят навстречу ветру. Когда в гравере компрессор сдувает пыль, дымоприемник нужно ставить с другой стороны навстречу. Если не хватает одного дымоприемника можно поставить несколько. В нормальных условиях косой срез диаметром 50мм улавливает дым на расстоянии до 10см, если производительность вытяжки 90 м³/час. Если вы увеличите расстояние от среза до источника дыма в 2 раза, то потребуется вчетверо большая производительность вытяжки.

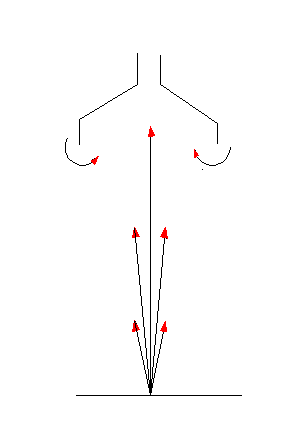
Воронка
Воронка для лазера не подходит на роль основного дымоприемника. Но она дополнит систему в тех местах, где есть вредные испарения. Воздух в воронке движется медленнее, чем в косом срезе. Вытяжка не поймает грязный воздух в воронку, если в помещении сквозняк или ветер от движущихся частей лазерной машины.
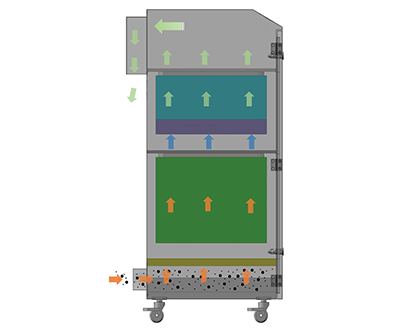
Как фильтрует фильтр?
Дым от лазера состоит из крупной пыли, микронной пыли, наночастичек и вредных газов. В дымоуловителе используется 3 типа фильтров: предварительный фильтр для пыли больше 1 мкм, HEPA для микронных частиц и газовый угольный фильтр.
Воздух попадает сначала на предварительный фильтр. Он имеет большую эффективную площадь и улавливает крупную пыль. В дымоуловителях для лазера эффективность такого фильтр F8. Сделали это для того, чтобы не засорять крупной пылью микронный HEPA фильтр. Так он дольше прослужит.
HEPA фильтр задерживает внутри себя остальную пыль. Крупная, микронная или наноскопичекая пыль оседает именно в нем. Эффективность HEPA фильтра дымоуловителя 99.997% для частиц более 2 нанометров в диаметре. Это подходит под стандарт H14.

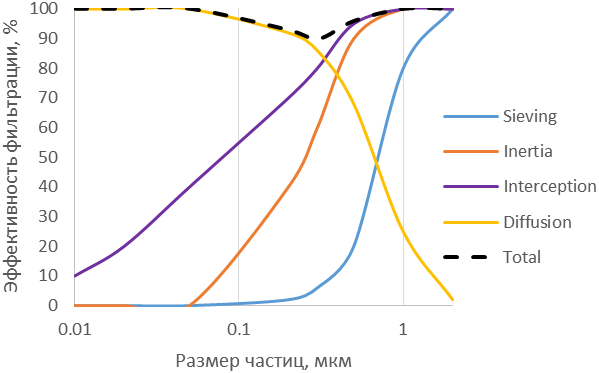
Пыль оседает на волокнах фильтрующего материала. То есть HEPA Фильтр работает не как сито. Размер и переплетение волокон подобрали специально так, чтобы на них прилипали частички любого размера. Частицы приклеиваются к волокнам по инерции, застревают между волокнами и притягиваются электростатическим притяжением. Наночастички случайно двигаются в воздухе между волокнами в процессе диффузии. Иногда нападают на волокно и притягиваются к нему.
HEPA фильтр работает так, что очищать его и использовать повторно бесполезно. Если подуть на фильтр сжатым воздухом, то крупная пыль разорвет волокна фильтра, и он станет менее эффективным. Мелкая пыль в последствии вырвется наружу. Фильтр станет больше вредным, чем полезным.
Газовый фильтр работает по другому принципу. Активированный уголь в нем плотно уложен так, чтобы не оставалось пустот между гранулами угля. Так воздух не будет пролетать мимо гранул угля и не останется неочищенным. Уголь – это адсорбент. Такой материал задерживает вредные для человека газы. Уголь пористый, эффективная площадь активированного угля фильтров 1250м²/г.
Когда уголь разогревается до 60°С, он начинает выпускать поглощенные газы обратно. Так же уголь поглощает невредные газы и влагу из атмосферы и засоряется. Не стоит гонять дымоуловитель вхолостую. В некоторых моделях дымоуловителей устанавливаются системы Старт-Стоп и контроль температуры.


Производители дымоуловителе для лазера компонуют фильтры в зависимости от того, что обрабатывает лазер, и сколько загрязнений он выделяет. Для маленького шравера со стационарной линзой подойдет небольшой дымоуловитель с небольшими фильтрами. Для мощного лазера, обрабатывающего пластики, резину и другие подобные материалы нужны такие же фильтры, но больших размеров.
Если вы пользуетесь лазерной очисткой или маркиратором на конвейере, то нужна модель с ёмким фильтром-мешком, чтобы реже его менять. Если вы обрабатываете фанеру, картон, то они выделяют липкие частички, которые засоряют любые фильтры. Тогда используют многоразовый картридж с самоочисткой и завесу из специальной руной пудры, которая собирает и впитывает в себя липкую фракцию.
Для обработки только металлов и керамики подойдет многоразовые фильтры, которые можно чистить, а не покупать каждый раз новые. А для больших лазерных раскройщиков нужны модели с огромными многоразовыми фильтрами, да еще их устанавливают несколько штук, чтобы удалось отвести большое количество воздуха от гигантского станка.

Если не фильтровать
Самый дешевый способ убрать пыль из лазерной машины – это поставить канальный вентилятор и пару воздуховодов. Один конец воздуховода в окно, второй – внутрь лазера. Собрать такую систему относительно просто.
Минусы вытяжки в форточку:
- Пыль осядет на воздуховодах и на вентиляторе
- Грязный воздух вернется обратно через открытое окно к вам или к соседям. Запах – первая причина установки дымоуловителя в России
- Есть шанс, что пыль внутри воздуховодов загорится от искры. Длинные воздуховоды горят сильнее.
- Если вы выкидываете воздух наружу, на его место нужно вернуть новый воздух. Его нужно нагреть зимой или охладить летом.
Никогда не выбрасывайте воздух от лазерного гравера в центральную вентиляцию, потому что:
- Пыль засорит не только ваш вентилятор, но и вентиляционные каналы во всем здании. Если там есть свои канальные вентиляторы, то они тоже будут в пыли. Если режете металл, то большие вентиляторы засорятся металлической пылью.
- Пожар от искры распространится по всей центральной вентиляции. Там и без лазерной машины много обычной бытовой пыли.
Чем полезен дымоуловитель с фильтрами
Когда некоторые наши заказчики начинают работать с лазерным гравером в первый раз, они не задумываются об отводе дыма. Потом появляется неприятный запах и пыль по всей комнате. И на первый взгляд купить дымоуловитель дороже, чем не покупать. Поставив рядом с гравером дымоуловитель, вы получите:
- Воздух будет чистым, не будет запахов и пыли.
- Никто не заболеет из-за грязного воздуха на рабочем месте
- Соседи прекратят ругаться, угрожать и жаловаться
- Дымоуловитель можно переставить в другое место. Вытяжку переставить сложно или невозможно.
- Дымоуловитель не сильно шумит
- Дымоуловитель не меняет климат в помещении
- Воздуховод короткий. Его легче почистить, если засорится.
Каталог дымоуловителей Pure-Air PDF Скачать
Таблица выбора дымоуловителя для лазера Скачать
С моделями вы можете ознакомиться на нашем сайте в разделе Дымоуловители для лазера
В рабочее время в нашем офисе открыт демонстрационный зал, или шоурум. Здесь выставлены популярные дымоуловители.
Каталог дымоуловителей BOFA PDF СкачатьТаблица подбора дымоуловителя BOFA Скачать
Прямой поставщик оборудования для производств
Разделы каталога
1. Согласие дается на обработку одной, нескольких или всех категорий персональных данных, не являющихся специальными или биометрическими, предоставляемых мною, которые могут включать:
- Ф.И.О.;
- Телефон;
- E-Mail;
- Реквизиты.
2. Оператор может совершать следующие действия: сбор; запись; систематизация; накопление; хранение; уточнение (обновление, изменение); извлечение; использование; блокирование; удаление; уничтожение.
3. Способы обработки: как с использованием средств автоматизации, так и без их использования.
4. Цель обработки: предоставление мне услуг/работ, включая, направление в мой адрес уведомлений, касающихся предоставляемых услуг/работ, подготовка и направление ответов на мои запросы, направление в мой адрес информации о мероприятиях/товарах/услугах/работах Оператора.
5. В связи с тем, что Оператор может осуществлять обработку моих персональных данных посредством программы для ЭВМ «1С-Битрикс24», я даю свое согласие Оператору на осуществление соответствующего поручения ООО «1С-Битрикс», (ОГРН 5077746476209), зарегистрированному по адресу: 109544, г. Москва, б-р Энтузиастов, д. 2, эт.13, пом. 8-19.
6. Настоящее согласие действует до момента его отзыва путем направления соответствующего уведомления на электронный адрес info@argus-x.ru или направления по адресу 111033, Город Москва, ул Золоторожский Вал, Дом 11, Строение 22, помещ. 239..
7. В случае отзыва мною согласия на обработку персональных данных Оператор вправе продолжить обработку персональных данных без моего согласия при наличии оснований, предусмотренных Федеральным законом №152-ФЗ «О персональных данных» от 27.07.2006 г.