


Введение
Лазерная обработка материалов открывает широкие возможности для точного раскроя, маркировки и гравировки, но за кажущейся простотой процесса скрываются серьёзные технологические, экономические и экологические риски. При взаимодействии луча с заготовкой происходит не просто физическое испарение вещества, а сложный термохимический распад. В зависимости от молекулярного состава материала, в воздух выделяются твердые частицы разного размера, летучие органические соединения (ЛОС), кислотные газы и высоковязкие аэрозоли. Каждый из этих компонентов по-своему воздействует на оптику станка, воздуховоды, систему фильтрации и здоровье оператора.
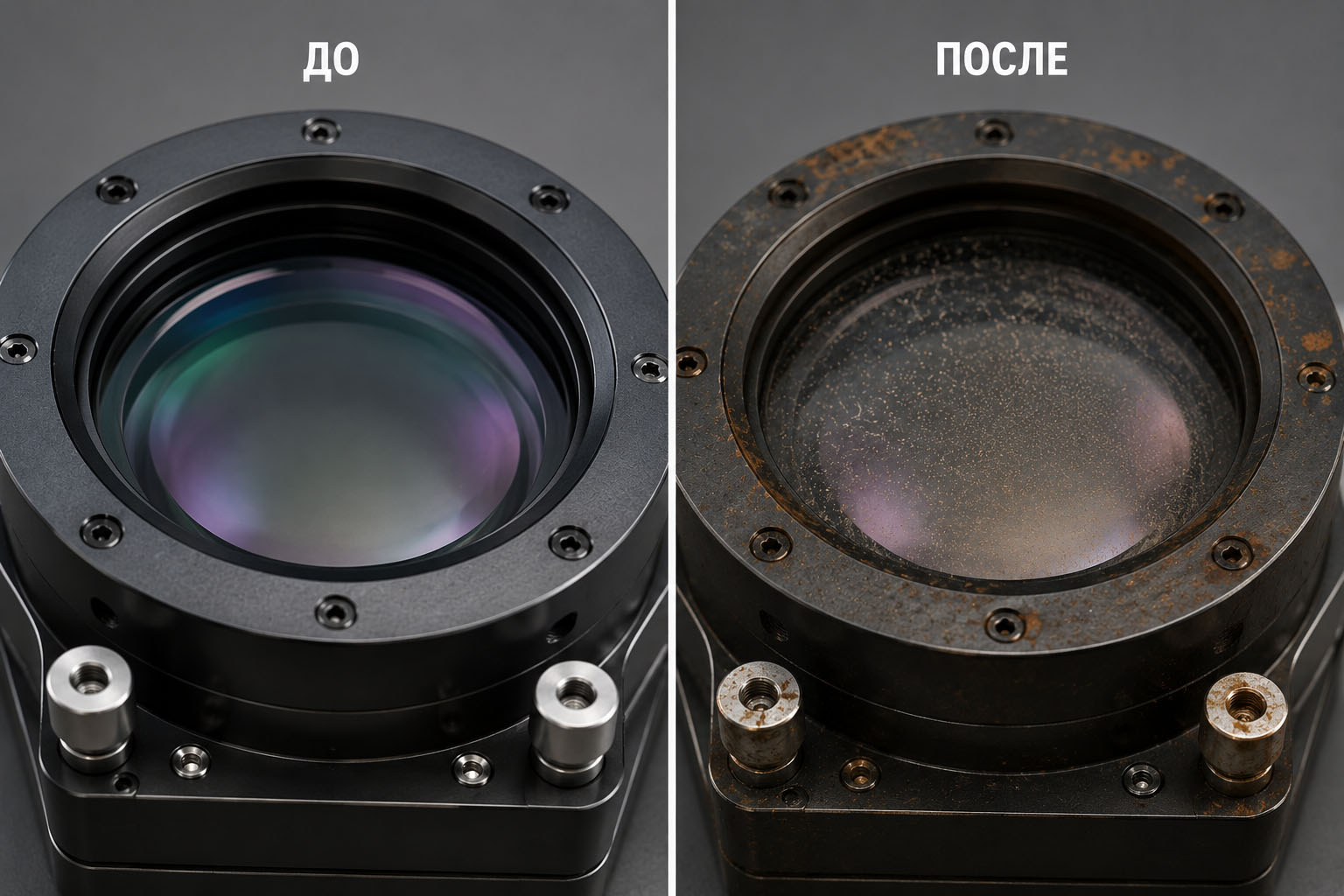
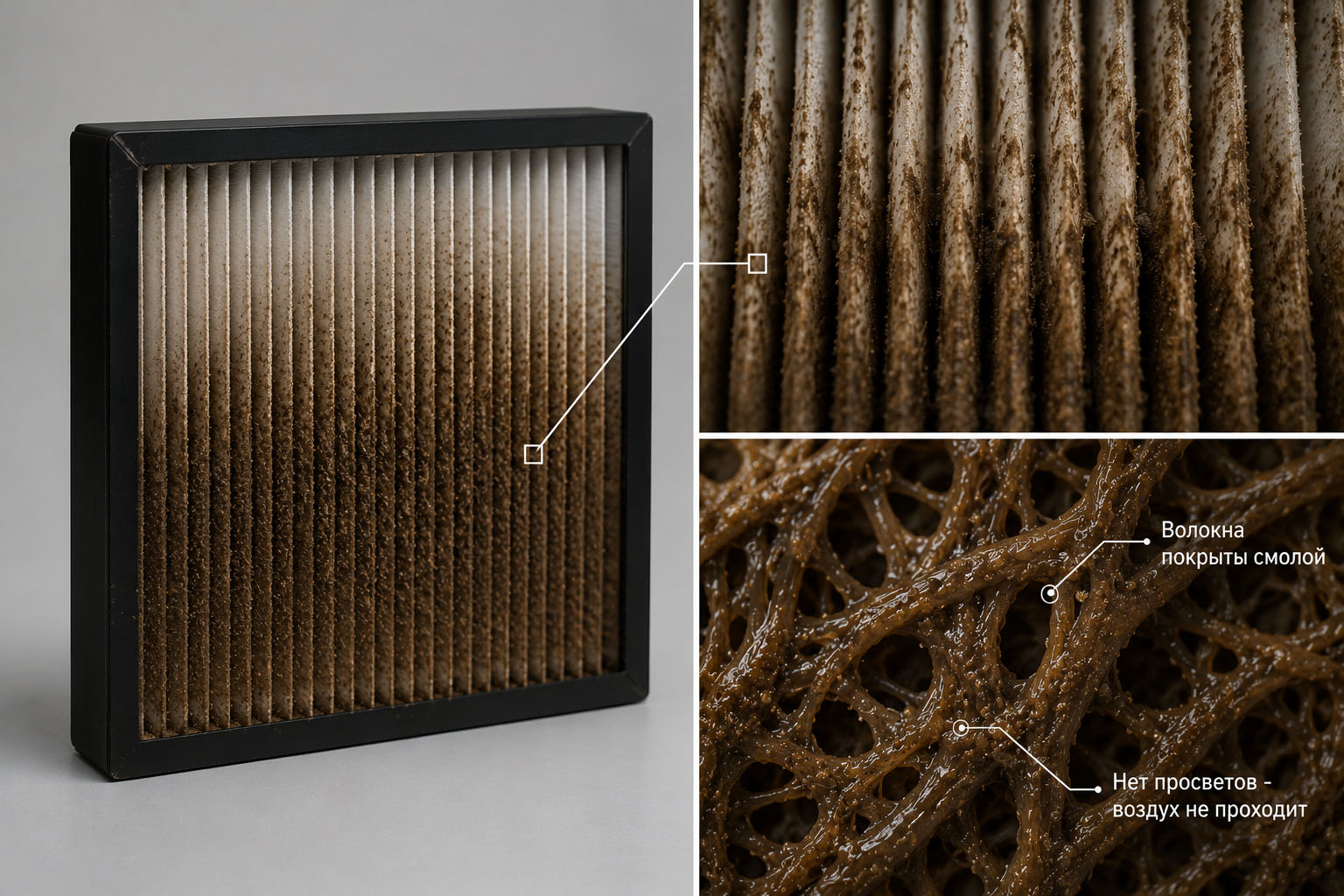
Игнорирование химического состава материала или использование неподходящей конфигурации дымоуловителя приводит к быстрым и дорогостоящим последствиям. Всего несколько минут резки ПВХ способны вывести из строя защитные покрытия линз и зеркал. Липкие смолы из фанеры или МДФ за недели «запечатывают» поры HEPA-фильтров, резко снижая тягу и повышая нагрузку на вентилятор. Неизвестные клеевые составы защитных плёнок создают непредсказуемую химическую нагрузку на угольные модули, а отсутствие мониторинга приводит к замене дорогостоящих расходников «по инерции», а не по фактическому состоянию.
Настоящее руководство создано для того, чтобы помочь инженерам, операторам и владельцам лазерных цехов принимать взвешенные, технически обоснованные решения. Мы систематизировали данные о проблемных материалах, разобрали механизмы их влияния на оборудование и предложили проверенные алгоритмы подбора систем фильтрации, включая специализированные решения для работы с липкой сажей, клеевыми аэрозолями и агрессивными испарениями.
В статье вы найдёте:
- Чёткую классификацию материалов по степени опасности для оборудования и фильтров
- Сравнительный анализ литого и экструдированного акрила с практическими рекомендациями по параметрам резки
- Подробный разбор влияния защитных плёнок и клеевых слоёв на ресурс фильтрующих элементов
- Алгоритм подбора производительности, конфигурации фильтров и организации мониторинга
Помните: правильная фильтрация — это не просто соблюдение санитарных норм, а прямая инвестиция в стабильность производства, долговечность станка и безопасность вашей команды. Ниже мы разберём, как выявить скрытые угрозы в материалах и защитить оборудование от их воздействия.

Подробнее о механизмах повреждения
При термическом разложении образуются:
- Твердые частицы — засоряют префильтры и HEPA. С сухой пылью обычне не бывает проблем, но смесь пыли и липких аэрозолей вредит фильтрам.
- ЛОС — требуют адсорбции на угле
- Кислотные газы (HCl, HCN) — вызывают коррозию
- Липкие аэрозоли — «запечатывают» поры фильтров
Источник: анализ продуктов пиролиза полимеров, ASTM E1354
Материалы, требующие особой осторожности
Эти материалы можно обрабатывать при соблюдении специальных мер: правильный подбор фильтров, интенсивное проветривание помещения и оптимизация параметров лазера.
ПВХ (поливинилхлорид) и винил
Требования к фильтрации:
- Обязательно: уголь с щелочной импрегнацией (KOH, Na₂CO₃) для нейтрализации кислоты
- Стандартный активированный уголь неэффективен против кислотных газов
- Выброс наружу — крайняя мера, требует системы нейтрализации (скруббер)
Как распознать ПВХ в материалах
- Горит с зеленоватым пламенем и резким запахом хлора
- При сгибании издает характерный «хруст»
- Плотность ~1,3–1,45 г/см³ (тонет в воде)
- Маркировка:
PVC,3в треугольнике
Если сомневаетесь — запросите паспорт безопасности (MSDS).
ABS, ASA, SAN (нитрилсодержащие пластики)
Рекомендации по безопасной работе:
- Основные компоненты (стирол, акрилонитрил, ПАУ) задерживаются качественным активированным углём
- HEPA-фильтр (уже есть в качественных ФВУ) задерживает твёрдые частицы
- Используйте увеличенную массу угля (на 30–50% больше стандартной)
- Интенсивное проветривание помещения во время и после работы — эффективно и безопасно
- Мониторинг насыщения фильтра (датчик VOC или визуальный контроль)
- Снижение мощности лазера и увеличение скорости для минимизации дыма
Углепластик (CFRP) и композиты
- Углеродные волокна: HEPA H13/H14Все качественные дымоуловители оснащены HEPA-фильтрами, которые эффективно задерживают углеродные волокна 5–10 мкм (эффективность 99,97% для частиц от 0,3 мкм). уже входит в стандартную комплектацию
- Эпоксидная матрица (85%): фенол, формальдегид, бензол — задерживаются стандартным углём
- Полиамидная/полиуретановая матрица: при интенсивной лазерной обработке требуют проветривания помещения и мониторинга
Полиамиды (Nylon), полиуретаны (PU), ПТФЭ
- Выделяют капролактам, аммиак
- HEPA + стандартный уголь
- Проветривание помещения — достаточно
- При высокой мощности — импрегнированный уголь
- Выделяют изоцианаты, амины (в следовых количествах при T >200°C)TDI/MDI — сильнейшие респираторные сенсибилизаторы. ПДК: 0,005–0,02 мг/м³.
- HEPA + увеличенная масса угля
- Интенсивное проветривание — обязательно
- Снижение мощности лазера
- Выделяет HF, PFIB (при T >400°C)PFIB в 10× токсичнее фосгена. LCt50 ≈ 200 мг·мин/м³.
- Только с интенсивным проветриванием
- Уголь с щелочной импрегнацией
- Избегать без спец. оборудования
- Выделяет формальдегид (ПДК: 0,5 мг/м³)
- HEPA + уголь
- Проветривание — эффективно
- Частая замена фильтров
Что эффективно задерживает активированный уголь
Стандартный активированный уголь (кокосовый/каменный, 1000–1500 м²/г) эффективно адсорбирует:
- Ароматические ЛОС: бензол, толуол, ксилол, стирол
- Кетоны и сложные эфиры: ацетон, метилметакрилат
- Полициклические ароматические углеводороды (ПАУ)
- Органические кислоты при нормальной влажности
- Большинство запахов от дерева, кожи, акрила
Требуется импрегнированный уголь или усиленное проветривание для:
- Кислотные газы: HCl, HF (нужна щелочная пропитка)
- HCN (нужна пропитка солями меди/серебра)
- Аммиак, амины (нужна кислотная пропитка)
- Формальдегид (для длительной работы нужна химическая импрегнация)
- Для веществ с ПДК <0,1 мг/м³: интенсивное проветривание обязательно
Практические рекомендации по безопасной обработке
| Материал | Основные риски | Стандартная конфигурация ФВУ | Обязательно проветривание? |
|---|---|---|---|
| ПВХ / винил | HCl (коррозия) | Требуется уголь с щелочной импрегнацией | Да, интенсивное |
| ABS / ASA / SAN | Стирол, акрилонитрил | HEPA + стандартный уголь | Да, умеренное |
| CFRP (эпоксид) | Фенол, углеродная пыль | HEPA + стандартный уголь | Да, умеренное |
| CFRP (PA/PU) | HCN, изоцианаты | HEPA + уголь | Да, интенсивное! |
| Полиамиды (Nylon) | Аммиак, капролактам | HEPA + стандартный уголь | Да, умеренное |
| Полиуретаны (PU) | Изоцианаты (ПДК <0,02) | HEPA + увеличенный уголь | Да, интенсивное! |
| ПТФЭ (Тефлон) | HF, PFIB | Уголь с щелочной импрегнацией | Да, интенсивное! |
| ПОМ (Ацеталь) | Формальдегид | HEPA + стандартный уголь | Да, умеренное |
- HEPA H13/H14 уже входит в стандартную комплектацию — защита от твёрдых частиц и волокон гарантирована
- Качественный активированный уголь эффективно задерживает большинство органических ЛОС
- Дополнительное проветривание помещения — простая, эффективная и экономичная мера безопасности даже при использовании ФВУ
- Система мониторинга автоматически контролирует насыщение фильтров
- Запросите MSDS перед обработкой любого незнакомого материала
- Начните с тестового реза на малой мощности для оценки количества дыма
- Используйте минимально необходимую мощность лазера и максимальную скорость
- Обеспечьте проветривание помещения во время и после работы (30–60 мин) — это во вногих случаях обязательноПроветривание не требует дополнительного оборудования и обеспечивает постоянный приток свежего воздуха. Для веществ с ПДК <0,1 мг/м³ проветривание должно быть интенсивным.
- Мониторьте состояние фильтров (датчики перепада давления, VOC, визуальный контроль)
- Заменяйте фильтры чаще при работе с проблемными материалами (в 2–3 раза чаще обычного)
- Регулярно очищайте оптику и воздуховоды от нагара и смол
Сводная таблица: эффективность различных мер безопасности
| Материал | ФВУ (HEPA + уголь) |
+ Проветривание | + Импрегнированный уголь | Выброс наружу (нежелательно) |
|---|---|---|---|---|
| ПВХ / винил | Частично | Достаточно | Оптимально | Только с нейтрализацией |
| ABS / ASA / SAN | Достаточно | Оптимально | Отлично | Не требуется |
| CFRP (эпоксид) | Достаточно | Оптимально | Отлично | Не требуется |
| CFRP (PA/PU) | Частично | Достаточно | Оптимально | Не требуется |
| Полиамиды (Nylon) | Достаточно | Оптимально | Отлично | Не требуется |
| Полиуретаны (PU) | Частично | Достаточно | Оптимально | Не требуется |
| ПТФЭ (Тефлон) | Недостаточно | Достаточно | Оптимально | Только с нейтрализацией |
| ПОМ (Ацеталь) | Достаточно | Оптимально | Отлично | Не требуется |
Легенда: Безопасно | Требует дополнительных мер | Не рекомендуется
Проблемные материалы для фильтров
Можно обрабатывать, но требуют специальной фильтрации и частого обслуживания.
- Смолистые породы: сосна, кедр
- Клеевые связующие в МДФ/фанере
- Выделяют формальдегид, альдегиды
- Липкий дым быстро забивает фильтры
- Оправы очков, декоративные плёнки
- «Жирный» дым, не удаляется продувкой
- Быстро выводит из строя HEPA
- Требует каскада предфильтров
- Органический дым со стойким запахом
- Клеевые слои в кожзаме
- Искусственная кожа с ПВХ — запрещена
- Требует усиленного угольного фильтра
- Краска, лак, ламинация
- Непредсказуемые продукты разложения
- Клейкие остатки на оптике
- Тестировать на малых мощностях
Стратегия работы с липкими материалами
- Используйте пудровый предфильтр (серия ФВУ с пудрой)
- Увеличьте частоту ручной очистки префильтров в 2–3 раза
- Снижайте мощность лазера и увеличивайте скорость
- Регулярно очищайте оптику и воздуховоды
- Ведите журнал замены фильтров по типам материалов
Защитные плёнки и клеи: недооцененная угроза
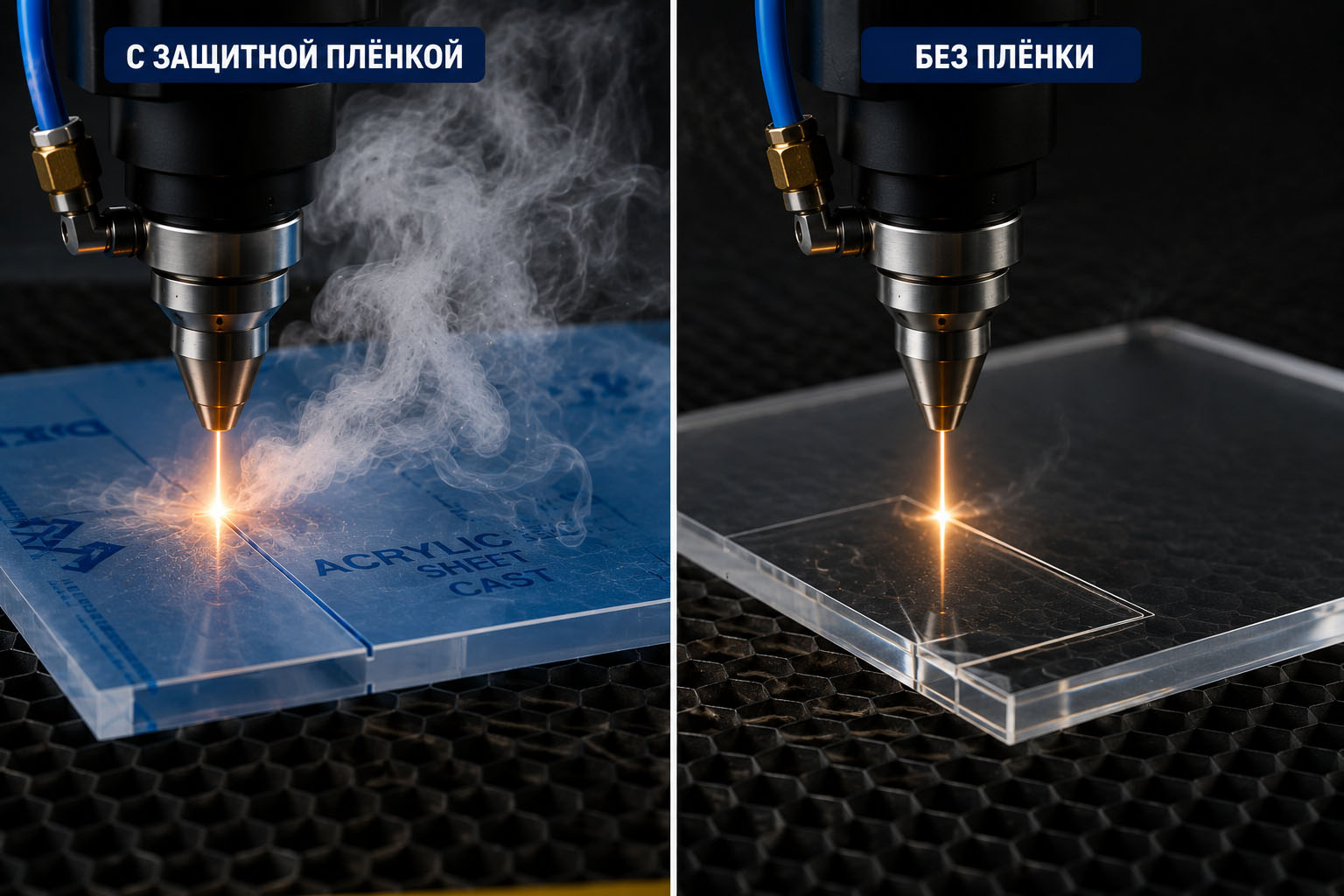
Защитные плёнки на листовых материалах (акрил, металл, композиты) часто остаются во время лазерной обработки. Их состав и клеевой слой создают дополнительные нагрузки на систему фильтрации.
Типы защитных плёнок и их влияние
| Тип плёнки | Состав | Продукты разложения | Влияние на ФВУ |
|---|---|---|---|
| PE (полиэтилен) | Полиэтилен + акриловый клей | Альдегиды, кетоны, липкие аэрозоли | Засорение префильтров, нагрузка на уголь |
| PET (полиэстер) | Полиэтилентерефталат + силиконовый клей | Терефталевая кислота, силоксаны | Образование нагара на оптике |
| PVC (винил) | ПВХ + акриловый/каучуковый клей | HCl, диоксины, липкие остатки | Коррозия, запрещено |
| Бумажная | Целлюлоза + водный клей | Мелкодисперсная пыль, запах гари | Быстрое засорение префильтра |
| Неизвестная / no-name | Неизвестный полимер + клей | Непредсказуемые соединения | Высокий риск, тестировать |
Проблема неизвестных клеев
Большинство защитных плёнок используют акриловые, каучуковые или силиконовые клеи. При лазерном нагреве:
- Акриловые клеи — выделяют метилметакрилатМетилметакрилат (MMA) — летучее соединение, раздражает слизистые. ПДК: 10 мг/м³ (СанПиН 1.2.3685-21)., липкие аэрозоли
- Каучуковые клеи — образуют смолистые остатки, быстро «запечатывают» поры фильтров
- Силиконовые клеи — выделяют силоксаны, которые оседают на оптике и снижают её прозрачность
Как минимизировать риски при работе с плёнками
- Удаляйте плёнку перед обработкой, если это возможно
- Запрашивайте MSDS на плёнку и клей у поставщика
- Тестируйте на малом участке перед серийной обработкой
- Используйте серию ФВУ с пудровым фильтром для липких аэрозолей
- Увеличьте частоту замены префильтров в 2–3 раза при работе с плёнками
- Регулярно очищайте оптику — силиконовые остатки сложно удалить
Практика показывает: обработка акрила с плёнкой увеличивает нагрузку на угольный фильтр на 40–60% по сравнению с чистым акрилом.
Экструдированный vs Литой акрил
Разница критична для качества реза и нагрузки на систему фильтрации.

- Производится литьём между стеклами
- Высокая молекулярная плотность
- Меньше дыма и ЛОС при резке
- Кромка полированная, без наплывов
- При гравировке — матовый эффект
- Запах сладковатый
- Прочнее, меньше трескается
- Производится экструзией
- Ниже молекулярная плотность
- Больше дыма и ЛОС (MMA)Метилметакрилат — летучее соединение, раздражает слизистые. ПДК: 10 мг/м³ (СанПиН 1.2.3685-21).
- Склонен к плавлению и наплывам
- При гравировке остается прозрачным
- Запах неприятный, резкий
- Дешевле, но ниже температура плавления
| Параметр | Литой | Экструдированный |
|---|---|---|
| Образование дыма | Низкое | Высокое |
| Качество кромки | Идеальное | Возможны наплывы |
| Нагрузка на уголь | Низкая | Высокая (+30–50% ЛОС) |
| Риск плавления | Низкий | Высокий |
| Рекомендуемая скорость | Стандартная | +10–15% для снижения дыма |
Практические советы по работе с акрилом
- Гравировка: Только литой акрил — дает четкий матовый контраст
- Резка: Оба типа подходят, но литой дает более чистую кромку
- Paint-fill engraving: Экструдированный предпочтительнее (лучше впитывает краску)
- Фильтрация: Для экструдированного акрила увеличьте массу угля на 30–50%
- Параметры: Снижайте мощность и увеличивайте скорость для экструдированного акрила
Решение для липкой сажи: ФВУ с пудровым фильтром
Специальная технология с минеральной пудрой для работы с фанерой, МДФ, деревом и другими материалами, выделяющими липкие аэрозоли.

Трехступенчатая очистка
- Картриджный префильтр H13
- Задерживает крупную пыль и частицы
- Оснащен пневматической очисткой
- Срок службы: 18–24 месяца
- Минеральная пудра (инновация)
- Липкие аэрозоли оседают на пудре
- Пудра меняет цвет при истощении
- После пневмоочистки используется повторно
- Заменяется только при полной потере свойств
- Комбофильтр HEPA + уголь
- HEPA H14: частицы от 0,3 мкм
- Уголь: бензол, толуол, формальдегид, стирол
- Нейтрализация запахов
Система мониторинга
Интеллектуальный мониторинг в реальном времени:
- Датчики засорения каждого фильтра (%)
- Опции: PM2.5, VOC, HCl, O₃
- Автокоррекция воздушного потока
- Контроль температуры и влажности
- Подключение: RS‑485, Wi‑Fi
- Экономия до 35% на обслуживании
| Материал | Совместимость | Основные загрязнители | Рекомендации |
|---|---|---|---|
| Дерево / фанера | Отлично | Липкий дым, смола | Основное применение |
| МДФ / ДСП | Отлично | Клеевой дым, формальдегид | Частая замена пудры |
| Кожа / кожзам | Отлично | Органический дым, клей | Следить за угольным фильтром |
| Акрил с плёнкой | С осторожностью | ЛОС + клейкие аэрозоли | Увеличить запас по углю на 40% |
| Резина | Только маркировка | Сероводород, липкие частицы | Спец. угольные фильтры |
Алгоритм подбора ФВУ
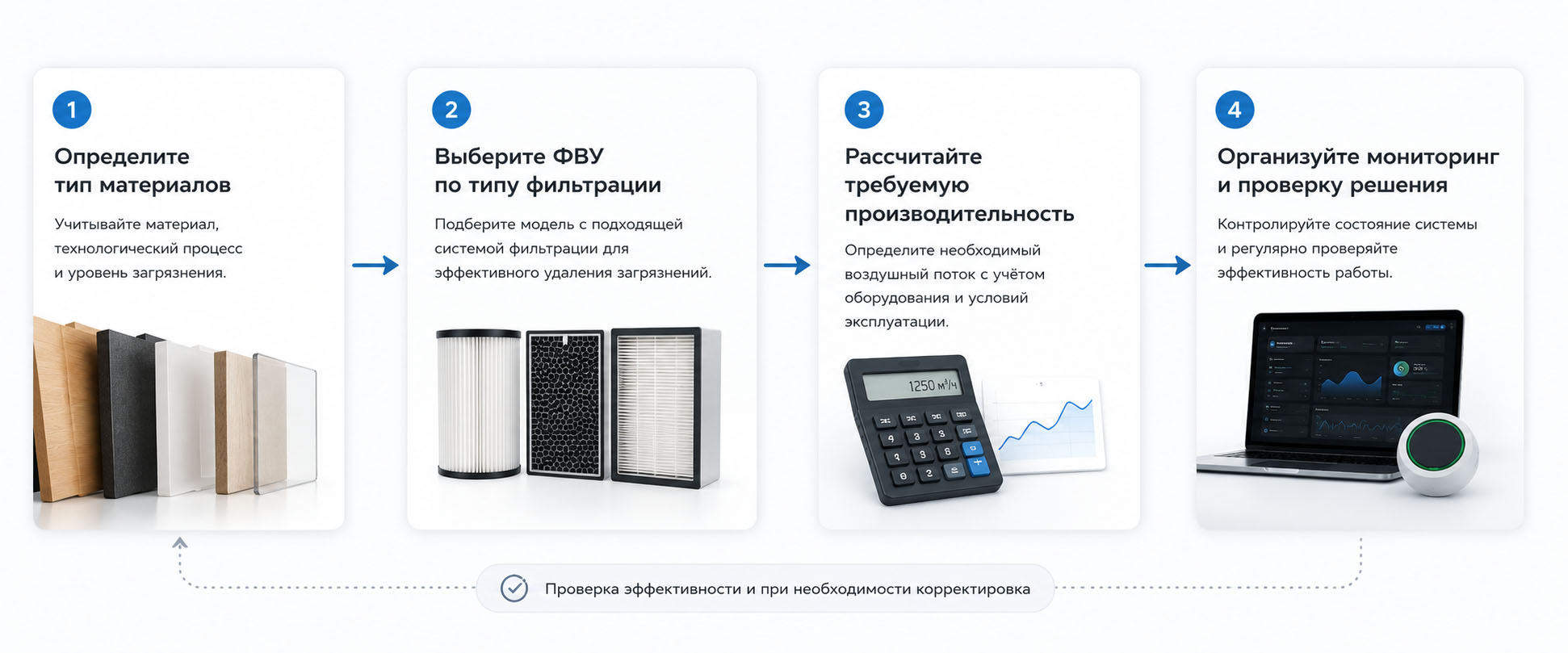
- Определите тип материалов
- Запросите MSDSMaterial Safety Data Sheet — паспорт безопасности материала. Содержит данные о продуктах термического разложения, ПДК, мерах защиты. у поставщика
- Классифицируйте: безопасные / проблемные / запрещенные
- Уточните наличие защитных плёнок и тип клея
- Выберите серию
Тип материалов Серия ФВУ Особенности Акрил, пластик, стекло Стандартная Стандартная фильтрация ЛОС Фанера, МДФ, дерево с клеем С пудровым фильтром Пудровый фильтр для липкого дыма Металл (волокно) Для пыли Акцент на твердую пыль Смешанные материалы + плёнки Универсальная Универсальная система с запасом - Рассчитайте производительность
Рабочее поле Рекомендуемая производительность 400×300 мм 300–400 м³/ч 600×400 мм 500–600 м³/ч 900×600 мм 800–1000 м³/ч 1200×600 мм 1200–1600 м³/ч При интенсивной работе, открытом дымоприемнике или обработке с плёнками добавьте запас 20–30%.
- Организуйте мониторинг
- Датчик перепада давления на фильтрах
- Журнал замены фильтров по типам материалов
- Визуальный контроль пудры (для систем с пудрой)
- Рассмотрите систему с автоматическим мониторингом
- Не используйте рециркуляционные ФВУ без специальной защиты
- Только выброс наружу с нейтрализацией
- Воздуховоды из ПВХ или нержавеющей стали
- Обязательная консультация со специалистом
Заключение
Правильный подбор системы фильтрации — это инвестиция в долговечность оборудования и безопасность персонала.
- Запрашивать MSDS на новые материалы и плёнки
- Использовать серию с пудровым фильтром для липких материалов
- Выбирать литой акрил для гравировки
- Инвестировать в систему мониторинга для экономии на фильтрах
- Вести журнал обслуживания
- Обрабатывать ПВХ, ABS, CFRP на рециркуляционных ФВУ без защиты
- Игнорировать запах хлора или цианида
- Экономить на префильтрах для фанеры
- Использовать экструдированный акрил без запаса по углю
- Откладывать замену фильтров «до следующего раза»
Источники информации
Нормативные документы:
- СанПиНСанПиН 1.2.3685-21 «Гигиенические нормативы и требования к обеспечению безопасности и (или) безвредности для человека факторов среды обитания». Раздел II «Предельно допустимые концентрации (ПДК) загрязняющих веществ в атмосферном воздухе».
- ГОСТГОСТ 12.1.005-88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны».
- ГОСТГОСТ Р ЕН 1822-1-2010 «Фильтры высокой эффективности (HEPA и ULPA)». Часть 1. Классификация, испытания характеристик, маркировка.
Научные публикации:
- ИсследованиеLaser ablation of polyvinyl chloride (PVC): Formation of benzene, hydrogen chloride and methyl methacrylate. ScienceDirect
- ИсследованиеEmission of hydrogen cyanide (HCN) during laser cutting of ABS and polyamide plastics. ResearchGate
- ИсследованиеThermal decomposition of carbon fiber reinforced polymers (CFRP): Products and mechanisms. Composites Part B: Engineering, 2020.
- ИсследованиеActivated carbon adsorption of volatile organic compounds (VOCs): Mechanisms and efficiency. Chemical Engineering Journal, 2019.
- ИсследованиеImpregnated activated carbon for acid gas removal: KOH and metal salt modifications. Journal of Hazardous Materials, 2021.
Технические источники:
- База данныхPubChem (National Center for Biotechnology Information): Methyl Methacrylate, Hydrogen Cyanide, Phosgene.
- База данныхCDC/NIOSH Pocket Guide to Chemical Hazards: Hydrogen chloride, Styrene, Formaldehyde.
- РуководствоKirin Laser — What materials cannot be cut on a laser cutter.
- РуководствоOneLaser Guide 2026: Cast vs Extruded Acrylic for Laser Cutting.
- РуководствоLaserax Technical Blog: Protective film adhesives and laser cutting.
Стандарты испытаний:
- ASTMASTM E1354-21 «Standard Test Method for Heat and Visible Smoke Release Rates for Materials and Products Using an Oxygen Consumption Calorimeter».
- ISOISO 19701:2021 «Methods for sampling and analysis of fire effluents».
- NFPANFPA 269 «Standard Test Method for Developing Toxic Potency Data for Use in Fire Hazard Modeling».
Дата проверки источников: май 2026